


Основные узлы
Узел впрыска
- Итальянские гидравлические моторы ITALGROUP или CALZONI с высоким крутящим моментом прямо управляют шнеком для минимизации давления на старте. Система регулируемого цифрового противодавления обеспечивает стабильность загрузки материала, а также улучшает качество формования отливки.
- Шнек и цилиндр изготавливаются из японской стали SACM–645 с азотной упрочняющей обработкой. Поверхность имеет твердость HRC 65 градусов, что обеспечивает их высокую износостойкость.
- Два гидроцилиндра в конструкции узла впрыска не только обеспечивают высокое давление и скорость впрыска для достижения максимального качества отливки, но также снижают энергопотребление. Кроме этого, данная конструкция предотвращает вытекание материала из сопла, а также препятствует противотоку материала, что способствует сокращению хода впрыска.
- Бесшовные стальные трубы, применяемые в конструкции гидравлических цилиндров, обеспечивают высокую надежность при работе на больших давлениях и скоростях.
- Многоступенчатые системы впрыска, додавливания и противодавления, контролируемые по позиции или времени. Индивидуальные настройки по давлению и потоку обеспечивают более разумное и гибкое выполнение задач.
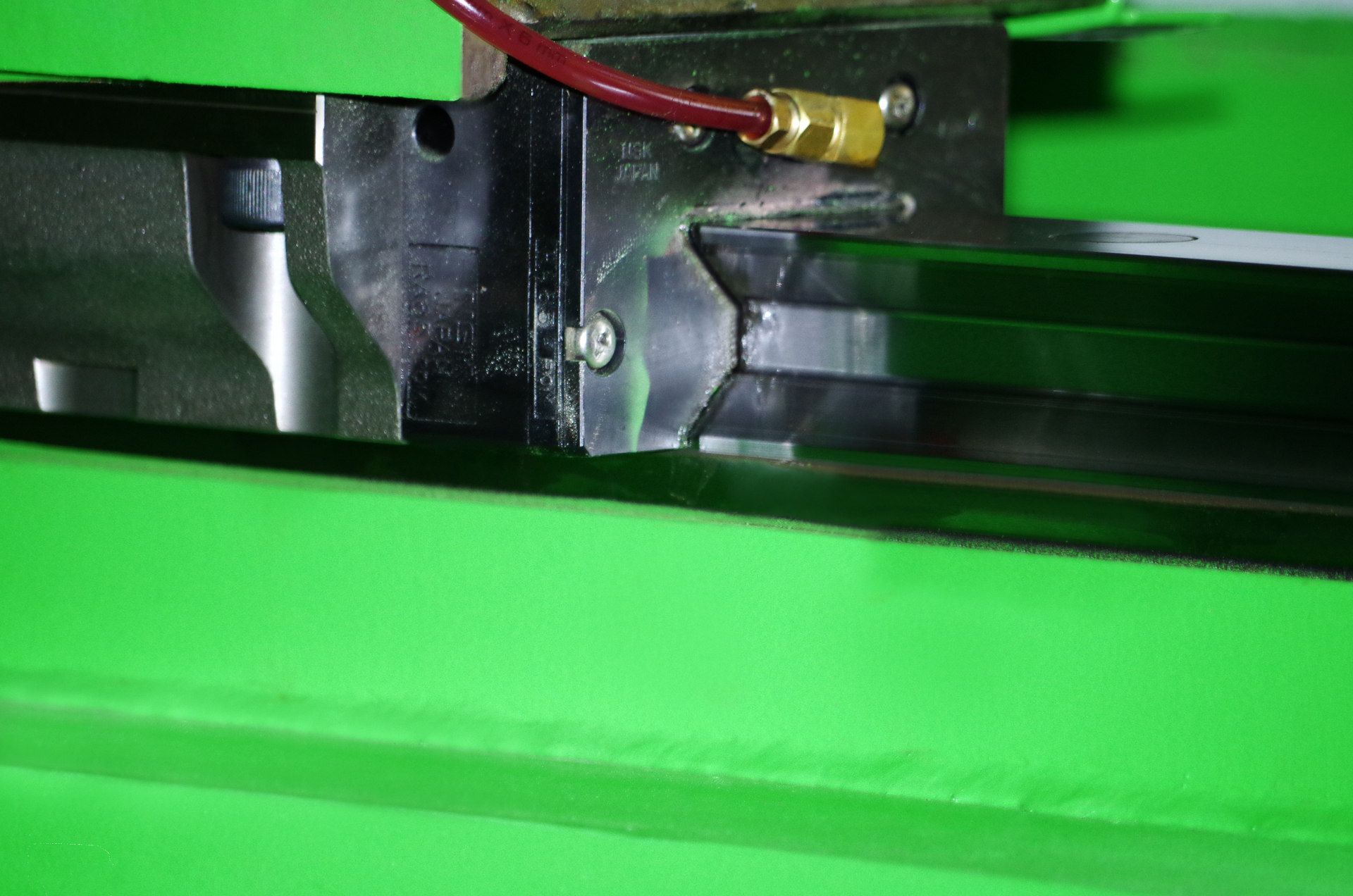
- Для перемещения узла впрыска используются высокоточные рельсовые направляющие японского производства, придающие повышенную устойчивость и обеспечивающие сверхлегкое скольжение узла впрыска.
- ПИД-контроль температуры.
- Датчики линейного перемещения немецкого производства Novotechnik совместно с программным обеспечением INJECTION SUPERVISE обеспечивают точный контроль хода шнека при впрыске и загрузке материала, что гарантирует стабильность и точность при литье.
Узел запирания
- Плиты выполнены из ВЧШГ марки FCD-50, импортируемого из Австралии или ЮАР, обладают очень высокими прочностными характеристиками и не деформируются.
- Установочные пазы на плитах созданы с применением методов компьютерного моделирования для снижения нагрузок на плиты.
- Колонны производятся из японской термообработанной стали SCM-440 с хромированием, сочетают в себе высокую прочность и эластичность для сопротивления износу, а также обеспечивают равномерное распределение усилия запирания на пресс-форму.
- Высокоскоростной 5-точечный коленно-рычажный механизм с конструкцией без использования пальцев, произведенный из высоколегированного сплава, обеспечивает равномерное распределение усилия запирания, отличается стабильностью и высокой износостойкостью.
- Кулисы коленно-рычажного механизма произведены из японской стали марки SACM-21 с твердостью HRC 62, очень прочны и эффективно противостоят износу.
- Подвижная плита к/р ТПА передвигается по направляющей ленте с помощью регулируемых опор скольжения, не требующих смазки.
- Двухплитные модели оснащены высокоточными рельсовыми направляющими, установленными на подшипниках, обеспечивающими сверхлегкое скольжение подвижной плиты.
- Использование дифференциальной гидравлической схемы, позволяющей ускорить закрытие пресс-формы.
- Функция защиты пресс-формы.
- Разно-режимная система выталкивания с возможностью использования до 5 толкателей.
- Немецкие датчики линейного перемещения Novotechnik для точного контроля ходов открытия/закрытия и выталкивания.
- Полностью автоматическая настройка высоты пресс-формы.
- Коленно-рычажный механизм оснащен автоматической системой смазки с поршневыми коллекторами, гарантирующей качественное смазывание всех соединений. Периодичность и время смазывания задается с контроллера. Аварийная сигнализация предупреждает не только о недостатке смазки в бачке, но и о падении давления в системе смазки (например, из-за повреждения одной из смазочных трубок).
- Наличие высокопрочных колец, защищающих шестерни микронастройки высоты формы от износа при частой смене форм.
{kind=link}
Система управления
- Высокопроизводительная система управления собственной разработки оперирует всеми процессами с помощью только двух плат, что снижает процент системных сбоев, благодаря минимизации сигнальных соединений.
- Полноцветный TFT монитор (с сенсорной функцией у коленно-рычажных ТПА), понятный и простой в использовании русифицированный интерфейс. Параметры каждого движения машины устанавливаются на отдельной странице. Осуществляется контроль и статистика процессов.
- Возможность сохранения литьевых параметров на USB-накопителях с возможностью их дальнейшего считывания контроллером, что позволяет запоминать настройки на неограниченное количество пресс-форм (у колено-рычажных ТПА). У двухплитных ТПА сохранение литьевых параметров на 120 позиций.
- Многоступенчатые настройки давления и потока для впрыска, загрузки, открытия/закрытия пресс-формы и выталкивания значительно повышают эффективность и точность литья.
- Система автодиагностики ведет учет всех сбоев, произошедших при работе ТПА, помогает значительно сократить время на поиск и устранение неисправностей.
- Контроллер снабжен портами USB, COM и интернет-портом (контроллер коленно-рычажных машин также имеет Wi-Fi подключение). Имеется разъемное присоединение для управления гидрознаками и отдельное присоединение для робота.
- Программный пакет удаленного доступа к данным, позволяющий осуществлять централизованный мониторинг работы машины через локальную сеть в режиме реального времени (опция).